Living with sink in structural injection molded parts: Sometimes you must break the rules
When designing ribs in injection molded parts, engineers and designers need to consider how plastic shrinks as it cools inside injection molding tooling. As a rule-of-thumb, a rib thickness of no more than 80% of the wall thickness will prevent visible sink marks as the plastic cools. Better recommendations can be found in the plastic manufacturers technical literature. For example, when using unfilled Bayblend PC/ABS, Covestro recommends a rib thickness of no more than 50% of the wall thickness for minimal sink and 66% for a slight sink. Exceeding these recommendations will result in sink on the opposite side of the wall from the rib and can lead to part warpage as the rib cools and pushes or pulls on the wall.
This gets a little more complicated when the part needs to be strong enough to resist a relatively high structural load. The PC/ABS part shown in Figure 1 is supported at two oval-shaped locations on the top surface and must resist a 50 lbf upward force applied at the lower right of the image.
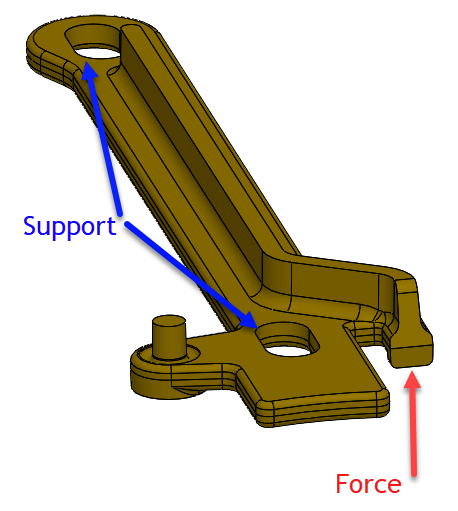
Figure 1 – Part is supported at two locations and must resist force
A design implementing manufacturers recommended rib thickness for minimal sink failed during a static structural analysis using ANSYS due to unacceptable deformation and stress in the part as shown as red surfaces in Figure 2.
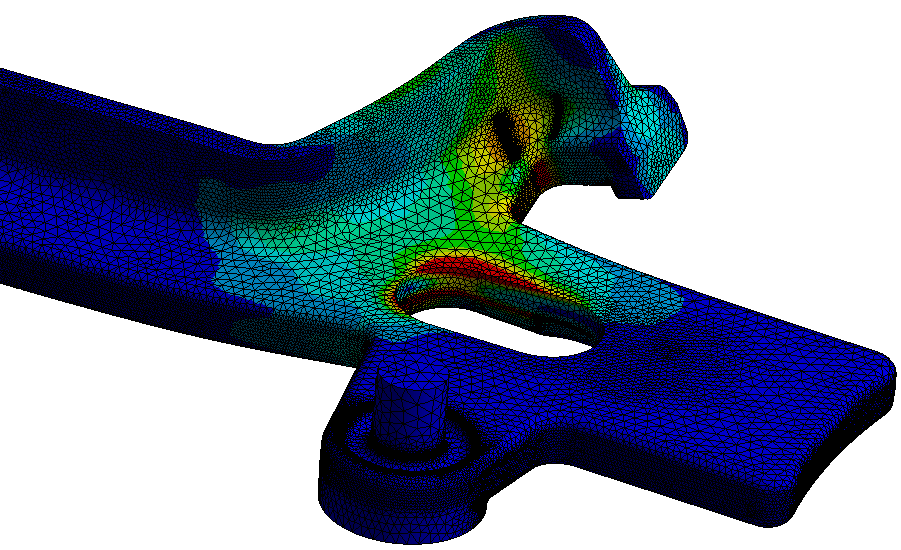
Figure 2 – Stress plot shows unacceptable stress under load
A rib designed to manufacturers recommendations for rib thickness for minimal sink is shown on the left and a rib designed to accommodate the structural load is shown on the right in Figure 3.
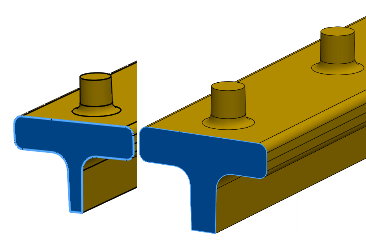
Figure 3 – Rib designed with manufacturers recommendation for minimal sink (Left) and rib designed to accommodate structural load (Right)
After a few part design and structural analysis iterations with different shape and number of ribs, the design team determined that the best path forward was to live with the sink. Luckily, the location of the sink has little impact on the function of the part in the larger assembly. Additionally, warpage of the part due to rib relative cooling rate will not be a problem because the part is restrained against warpage when in operation. The rib which can accommodate the structural load is 84% of the wall thickness which exceeds both the manufacturers recommendation for slight sink and the 80% rule-of-thumb. The final injection molded part is shown in Figure 4. Sink can clearly be seen on the surface indicated, but this is acceptable to the function of the part.
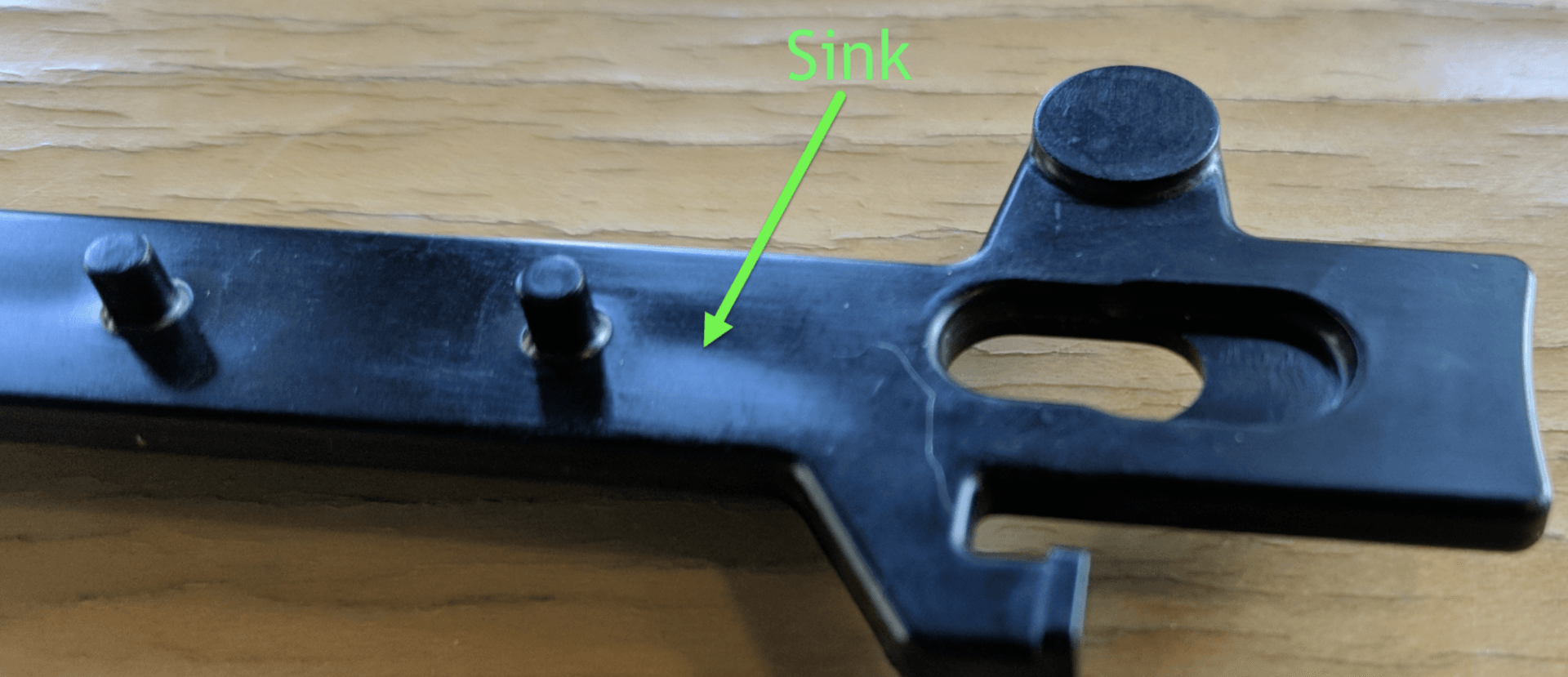
Figure 4 – Final injection molded part shows sink due to a thick rib. Sink is acceptable on this surface.
Conclusion:
Manufacturers recommendations and rules of thumb should be used whenever possible in rib design to manage or avoid sink. This gets more complicated when parts must resist relatively high structural loads. Sometimes even after multiple design iterations, the design cannot both meet structural requirements and comply with rules-of-thumb and manufacturers recommendations to avoid sink. Under these circumstances, engineers and designers need to expect the parts to have sink on the opposite side of the rib and potentially part warpage. Only after evaluation of how tolerant the design is to sink and warpage should the decision be made to exceed manufacturers recommendations.